鈦合金薄壁型零件,加工難點(diǎn)分析及解決方法! |
作者:本站 發(fā)布時(shí)間:2022-09-05 瀏覽:12606次 |
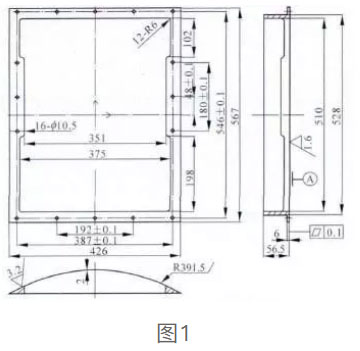
當(dāng)鈦合金遇上薄壁型零件,公認(rèn)的難加工材料上要加工2mm薄壁,看起來(lái)難度似乎也加倍了,不過(guò)具體分析后,還是可以有相應(yīng)解決辦法的: 01、鈦合金薄壁型腔零件分析 1.1 零件尺寸分析 包絡(luò)蓋板零件的最小矩形輪廓尺寸567mmx426mmx56.5mm,整體外觀是大圓弧面薄壁型腔結(jié)構(gòu),圓弧面型腔壁厚均為2mm,兩端連接肩厚度6mm。為了保證蓋板與箱體按裝后的密封性,要求蓋板零件安裝面平面度0.1mm。
1.2 加工工藝分析 蓋板零件的重點(diǎn)加工部位是型腔,難點(diǎn)是解決蓋板零件因薄壁的結(jié)構(gòu)特點(diǎn)在加工過(guò)程的顫振問(wèn)題。其整體結(jié)構(gòu)簡(jiǎn)單,蓋板與箱體安裝面有較高平面度和表面質(zhì)量的要求,其余部位尺寸精度和表面質(zhì)量要求不高,全部加工工序可選擇在數(shù)控加工中心上完成。 這里選用570mmx430mmx60mm毛坯板料,鈦合金薄壁型腔蓋板零件加工需要進(jìn)行3個(gè)加工步驟:①凸型腔粗銑、精銑即安裝孔加工;②凹型腔粗精銑加工;③安裝面精加工。 02、加工工藝與工裝方案設(shè)計(jì) 2.1 凸型腔粗銑、精銑及安裝孔加工 加工蓋板零件的外形尺寸567mm±0.1mmx426m±0.1mmx57mm,保證所有加工面表面粗櫧度為 Ra3.2Um,在厚度方向留0.5mm加工余量,并在大平面上加工4個(gè)M16深40的螺紋孔作為凸型腔加工工序的固定孔,4個(gè)螺紋孔以大平面的對(duì)稱中心點(diǎn)為基準(zhǔn),定位尺寸與固定在工作臺(tái)上的鋁鎂合金6061工裝固定孔相對(duì)應(yīng),使蓋板零件采用“一面兩銷”的定位方式,用螺釘裝夾的方法實(shí)現(xiàn)定位與裝夾。
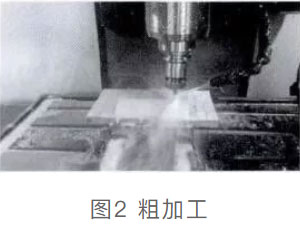
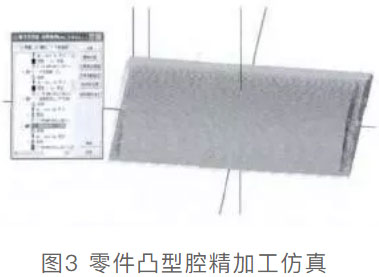
其次,加工蓋板零件的凸型腔和兩側(cè)安裝臺(tái)階面。凸型腔粗加工以及兩側(cè)安裝臺(tái)階面粗精加工選用含鈷較高的四刃立銑刀,選取平行銑削曲面粗加工方法如圖2所示。在切削過(guò)程中,高速工具鋼刀具一定要保持充足的切削液,以延長(zhǎng)刀具的使用壽命。 然后,凸型腔精加工選用聚晶立方氮化硼球頭銑刀,選取流線曲面精加工方法如圖3所示,整體誤差控制在0.012mm以內(nèi)。最后,加工安裝面上的16個(gè)安裝孔(均屬于螺紋連接孔),選用如0.5mm的硬質(zhì)合金鉆頭直接鉆孔可達(dá)到加工要求。本工序結(jié)束后應(yīng)去除毛刺,銳邊倒鈍,凸型腔表面進(jìn)行拋光處理,不能有明顯刀痕,以免影響下一工序的定位與裝夾。
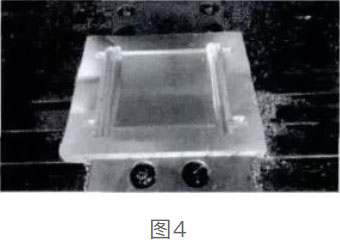
2.2 型腔粗精銑加工與銑削工裝 圖4為凹型腔粗、精銑加工的銑削工裝。將上一工序固定在工作臺(tái)上的工裝加工出凹曲面與蓋板零件的凸型腔相配合,工裝兩側(cè)面與蓋板零件兩端的安裝臺(tái)階面相配合,以實(shí)現(xiàn)精確定位。工裝凹曲面與平面,平面與平面相交的地方進(jìn)行清根處理,避免毛刺或銳邊等影響定位精度。再利用工裝兩側(cè)10個(gè)M10的螺紋孔完成蓋板零件與工裝的裝夾固定。 蓋板零件凹型腔粗加工選用挖槽的方法,刀具、切削液和切削參數(shù)與凸型腔基本相同。上道工序的4個(gè)M16裝夾孔在銑削過(guò)程中容易引起振動(dòng)損壞刀具,在切削中需要注意。刀具與銑削參數(shù)和凸型腔精加工相同。
工中需要注意的是: ①蓋板零件凹型腔粗加工與精加工中間必須安排一次自然失效處理,完全釋放切削加工產(chǎn)生的內(nèi)應(yīng)力,防止加工變形; ②精加工裝夾時(shí),要前后多次調(diào)換蓋板零件與工裝的配合面,反復(fù)修復(fù)工裝內(nèi)所有配合面上黑色研磨痕跡,保證定位后的蓋板零件與工裝配合曲面不能有明顯的間隙; ③清除干凈工裝內(nèi)清根清角處及配合面上的切屑,避免壓傷蓋板零件,影響表面質(zhì)量;④鎖緊兩側(cè)螺釘時(shí),應(yīng)左右交替對(duì)稱旋擰,盡量避免裝夾力引起的變形。 2.3 精加工安裝面 經(jīng)檢測(cè)加工完成后的安裝面,造成平面度和表面粗糙度超差的主要原因是刀痕或加工變形等因素,這就需要重新精加工安裝面。
定位基準(zhǔn)和裝夾固定面都應(yīng)選取蓋板零件兩側(cè)的平行安裝臺(tái)階面,首先選擇精銑的加工方法,然后選擇精磨的加工方法,最后選擇研磨的加工手段,并且在加工過(guò)程中不斷檢測(cè)。在凸型腔加工工序預(yù)留0.5mm以內(nèi)的加工余量,以達(dá)到精度要求。加工完成后經(jīng)過(guò)檢驗(yàn)合格的蓋板零件。 鈦合金TC4屬于難加工材料,蓋板零件屬于薄壁和型腔的結(jié)構(gòu),實(shí)際的數(shù)控加工中使用同一個(gè)工裝,在設(shè)計(jì)時(shí)能與蓋板零件的整體工藝相符合;在技術(shù)上不僅解決了裝夾定位,還能巧妙地克服2mm薄壁加工振顫,避免裝夾力過(guò)大、防止變形等問(wèn)題。在加工實(shí)踐中,合理利用工裝可以降低成本,方便操作,省時(shí)高效。 |

擊這里給我發(fā)消息")
